В современной промышленности ручной труд всё чаще заменяется машинным. Эта тенденция идет с целью снижения производственных издержек. В том числе, в областях производства радиоэлектронной аппаратуры. Там, где много операций являются достаточно трудоемкими, находит своё место автоматическая расстановка радиоэлектронных компонентов. Ручная расстановка компонентов – процесс трудоемкий и утомительный. Требуется знать, какую деталь взять, куда её поставить, как ее сориентировать. Для этого требуется много времени, внимания и усидчивости, особенно при расстановке миниатюрных элементов smd.
В данной статье рассматриваются основные вопросы к покупным авторасстановщикам на спекаемый пастообразный припой.
Описание

Авторасстановщики состоят из следующих частей:
— рабочий стол;
— питающее устройство;
— манипулятор;
— управляющая электроника.

Рабочий стол представляет собой площадку, в которой имеются отверстия для установки зажимов платы и компонентов, а также, объединения рабочего пространства в одну жесткую координатную систему.
Питающее устройство представляет собой магазин и или кассу компонентов. Магазин компонентов может быть выполнен либо в виде позиций для кассет на рабочем столе или общей с ним рамой (кассета рис. ниже), либо, собственно, магазина для бобин с позициями сбора компонентов на рабочем столе (рис. выше).

Кассы компонентов «IC tray» размещаются в приспособлениях, закрепленных на рабочем столе (рис. ниже, в центре).
Манипулятор – элемент, предназначенный для выполнения ключевой функции прибора – захвата компонентов из питающего устройства, переноса их, и установки на плате в нужную позицию с правильной ориентацией (рис. ниже). Захваты представляют собой пневмоприсоски, работающие от вакуумного компрессора, либо пинцеты (на поточных линиях массового производства). Присоски (рис. ниже) бывают разного диаметра и предназначены для манипуляции с компонентами соответствующих размеров. Манипулятор установлен в подвижной каретке, позволяющей перемещение по рабочему пространству в горизонтальной плоскости. На манипуляторе имеется, как правило, две, либо четыре позиции для захватов. Это позволяет расширить размерный ряд манипуляции станка без переустановки инструмента и ускорить ход операции. Позиции для захватов имеют возможность двигаться вертикально для сбора и установки деталей, и вокруг вертикальной оси, позволяя ориентировать устанавливаемый компонент. Также, на каретке манипулятора может располагаться прицельная камера, либо лазер, создающий на рабочем пространстве визуальное перекрестие.


Электроника станка имеет в себе вычислительное устройство, где:
На входе: Камеры, сигналы с магазина элементов, концевые реле с различных рабочих органов, информация о рабочей программе.
На выходе: Работа (чаще, циклическая) подающих устройств и рабочие перемещения манипуляции, включение / выключение захвата (вакуумного компрессора), камер слежения, подсветки.
В том числе, для увеличения точности захватываемой детали и калибровки координации захватов, прибор может комплектоваться камерой коррекции для уточнения положения детали в захвате. В таком случае, рабочая программа сможет скорректировать координаты положения детали и ввести корректирующее значение в исполнительный орган с целью повышения точности позиционирования детали, либо, при превышении порогового значения, просто сбросить деталь в безопасном месте во избежание её выпадения, или не правильной установки. Электронные системы имеют удобный интерфейс для непосредственного управления станком и написания программы без персонального компьютера.
Рассмотрение станка «CHM-T36» с целью его оценки практичности
Станок «CHM-T36» самый дешёвый из найденных (по состоянию на 2017 год полная стоимость не превышает 200 тыс. руб.).

Минимальные размеры платы: 20х20 мм
Максимальные размеры платы: 400х360 мм
Количество головок: 2
Погрешность: 25 мкм
Скорость: 6000 ед/час
Максимальный вес детали: 68 гр.
Магазин:
8 мм – 22 шт.
12 мм – 4 шт.
16 мм – 2 шт.
24 мм – 1 шт.
Ячейки для сброса не правильно взятых (а возможно, что их назначение так же для сбора крупных деталей) — 8 шт.
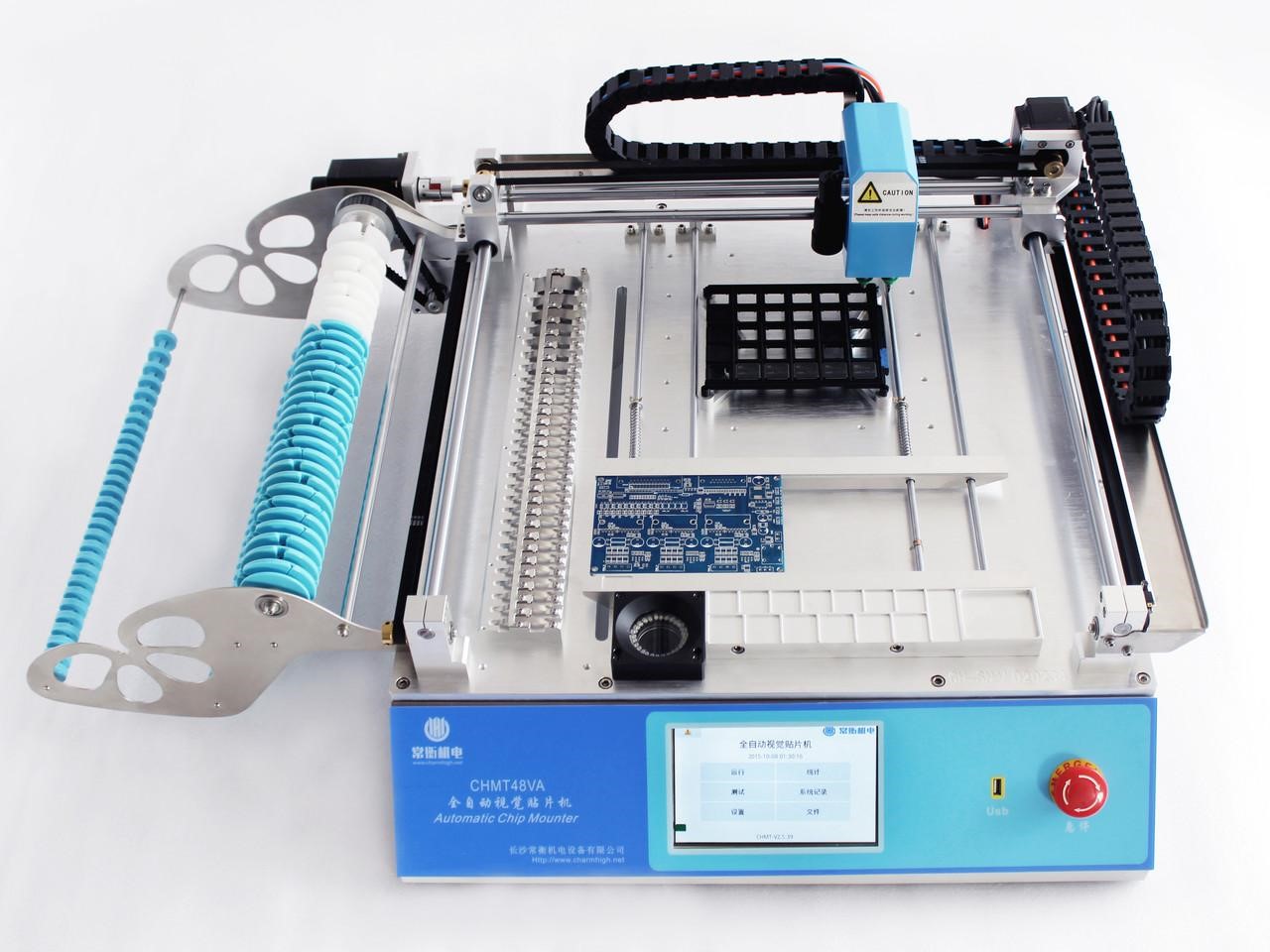
Возможно, что станок имеет возможность собирать детали из кассы на столе. Но это не доказано, потому, как есть пара редких изображений с таким размещением деталей (станок «CHMT48V», являющийся модификацией исходного станка (изображение вверху)), но нет ни одного видео, либо письменных внятных упоминаний. Так же, вызывает подозрения некоторая информация о позициях элементов магазина в прошивке станка, что жёсткие координаты (или узкие пределы коррекции) (или вообще это не правда).
Зажим платы предусматривает только то, что она прямоугольной формы. Но, можно сделать зажим или простой упор самим.
Стоит допустить, что сомнения оправданы и станок выполняет захват только лишь из магазина.
Тогда, рассмотрим возможность расстановки компонентов на абстрактной плате.
При расстановке компонентов вручную затрачивается времени:
Одним человеком:
6 – 8 часов – 1 плата.
Вдвоём:
5 часов – 2 платы,
7 часов – 3 платы.
Втроём:
4 часа – 2 платы,
5 часов – 4 платы,
6,5 – 7 – 6 плат.
Из этого следует, что в среднем на одну плату уходит не менее 4 – 5 человеко-часов.
Из – за того, что некоторые детали (такие, как большие микросхемы) станок не может установить, то на до установку этих компонентов вручную уйдёт около 10 минут.
Временем на создание рабочей программы пренебрежём.
Так как на плате по номенклатуре количество smd компонентов около 40 – 50, а питателей не достаточно, то придётся разделить операцию на две установки.
Подготовительно – заключительное время:
Смена 1 питателя – 5 мин.
Допустим, что требуется сменить 25 питателей, тогда на 1 установ потребуется 125 миут.
Теперь 125*2 = 250 минут (4ч) на 1 серию деталей.
Так как плата «Пром Трактора» не прямоугольная, то требуется упор и выверка её, что увеличивает время установки и снятия до 30 минут. Тогда, за два установа, на одну плату уйдёт 1 час.
Время обработки: Так как скорость станка 100 дет/мин, то временем на обработку можно пренебречь.
Итог: При производстве:
1 пл. – 5 ч/пл. – 5 ч/сер. (3)*
2 пл. – 3 ч/пл. – 6 ч/сер. (2ч/дет. – 4 ч./сер.)*
3 пл. – 2,5 ч/пл. – 7 ч/сер. (1,5ч/дет. – 5 ч/сер.)*
4 пл. – 2 ч/пл. – 8 ч/сер. (1,5ч/дет. – 6ч/сер.)*
8 пл. – 1,5 ч/пл. – 12 ч/сер. (1ч/дет. – 10ч/сер.)*
16 пл. – 1 ч/пл. – 16 ч/сер. (1ч/дет. – 16ч/сер.)*
*Значения в скобках приведены для пасты, которая была нанесена после первого подготовительного этапа.
Ввиду того, что паста, на которую устанавливаются детали, служит 12 часов, то максимальный размер серии в данном случае 8 плат (10 при условии, что первый этап станка был произведён до нанесения пасты).
Если таких серий будет больше одной, то можно чередовать программы, начиная с первой, заканчивая второй, а на второй партии начиная со второй, заканчивая первой.
Если на нём выполнять один из основных установов и дорабатывать вручную за 2 часа, то:
1 пл. – 2,5+2 ч/пл. – 4,5 ч/сер.
2 пл. – 3,5 ч/пл. –7 ч/сер.
3 пл. – 3,5 ч/пл. – 10,5 ч/сер.
4 пл. – 3ч/пл. – 12 ч/сер.
8 пл. – 3 ч/пл. – 24 ч/сер.
16 пл. – 3 ч/пл. – 48 ч/сер.
Если нанести пасту после подготовительного этапа и выполнить только первый этап расстановки, то стабильно получится 2,5 часа на плату.
При данном подсчёте есть некоторая выгода при маленькой партии до 3 – х плат. Но надо понимать, что здесь должны работать два человека, что получается экономически не целесообразно.
Выводы:
Станок «CHM-T36» значительно облегчает человеческий труд.
В данной ситуации, более дорогой расстановщик компонентов экономически не целесообразен.
По мнению команды Prod, из – за сложности такого прибора, расстановщик легче купить, чем сделать самим.
Ссылки: